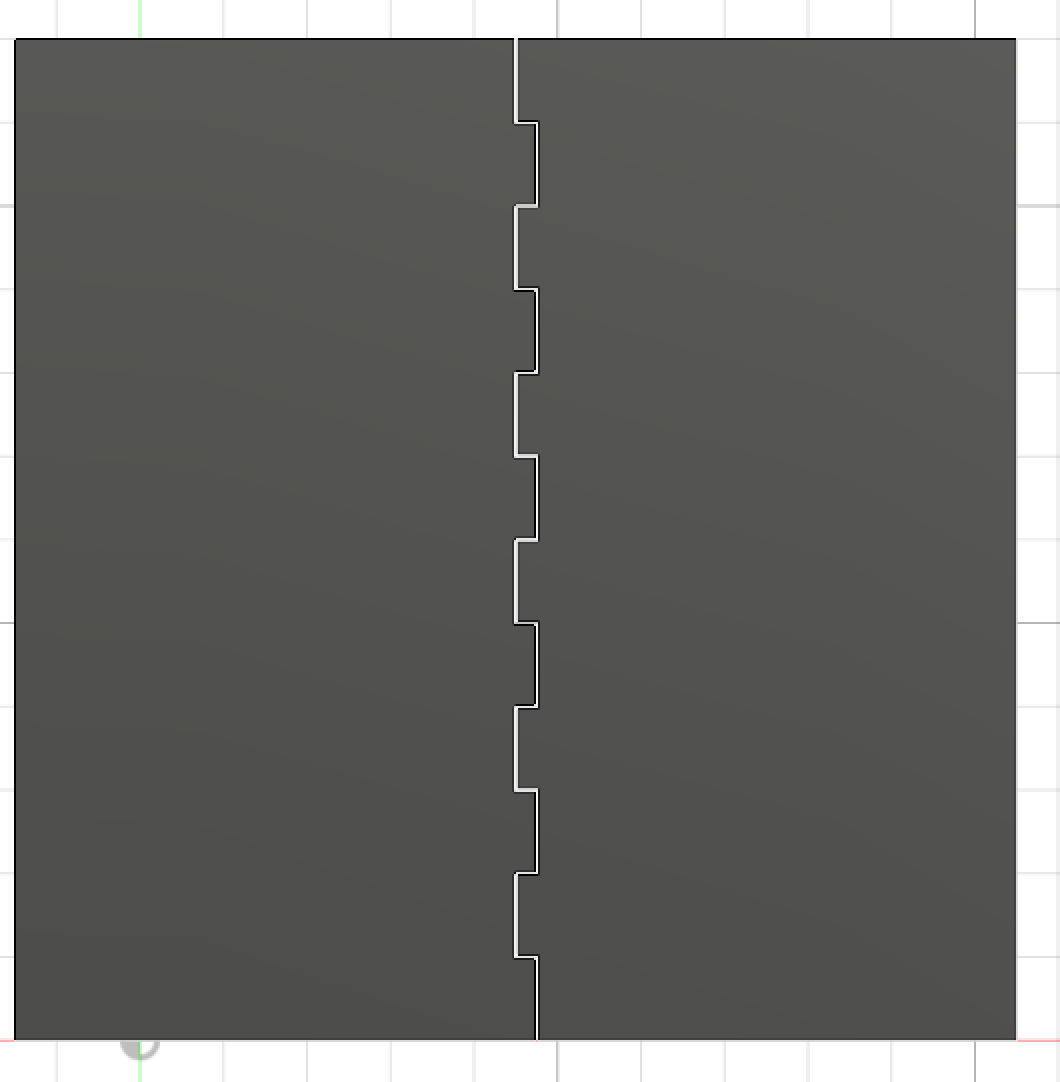
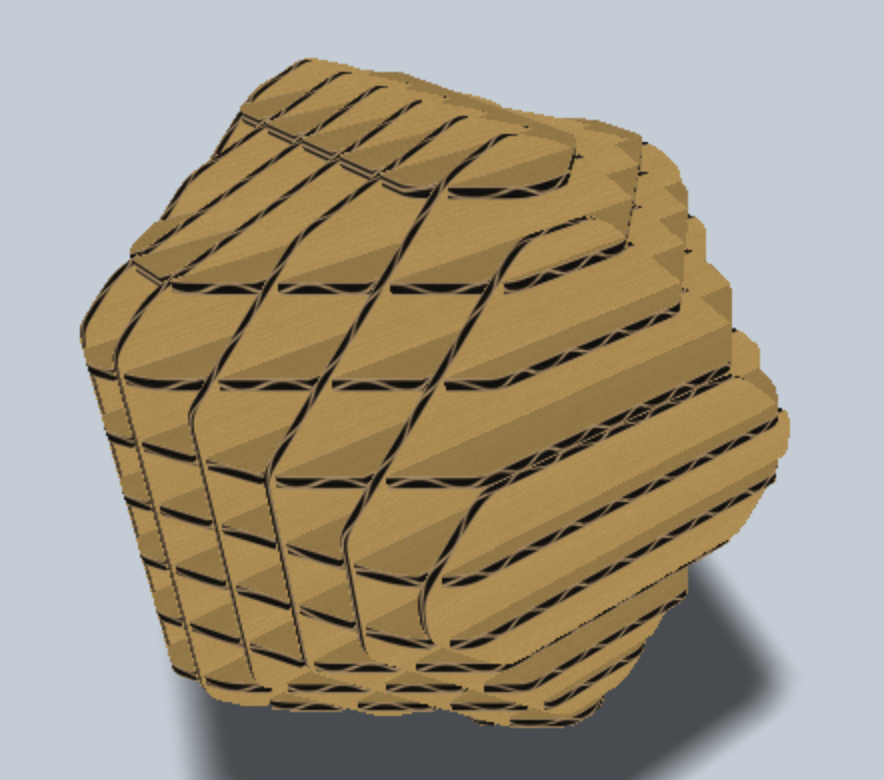
Losing data while performing field test is very inconvenient. The sensor cables connected to this data logger come out very easily and this causes data loss. I made a small clip that locks on the cable and rests on the sensor socket. This will prevent the wire from coming out. Here is the 3D model of the piece:
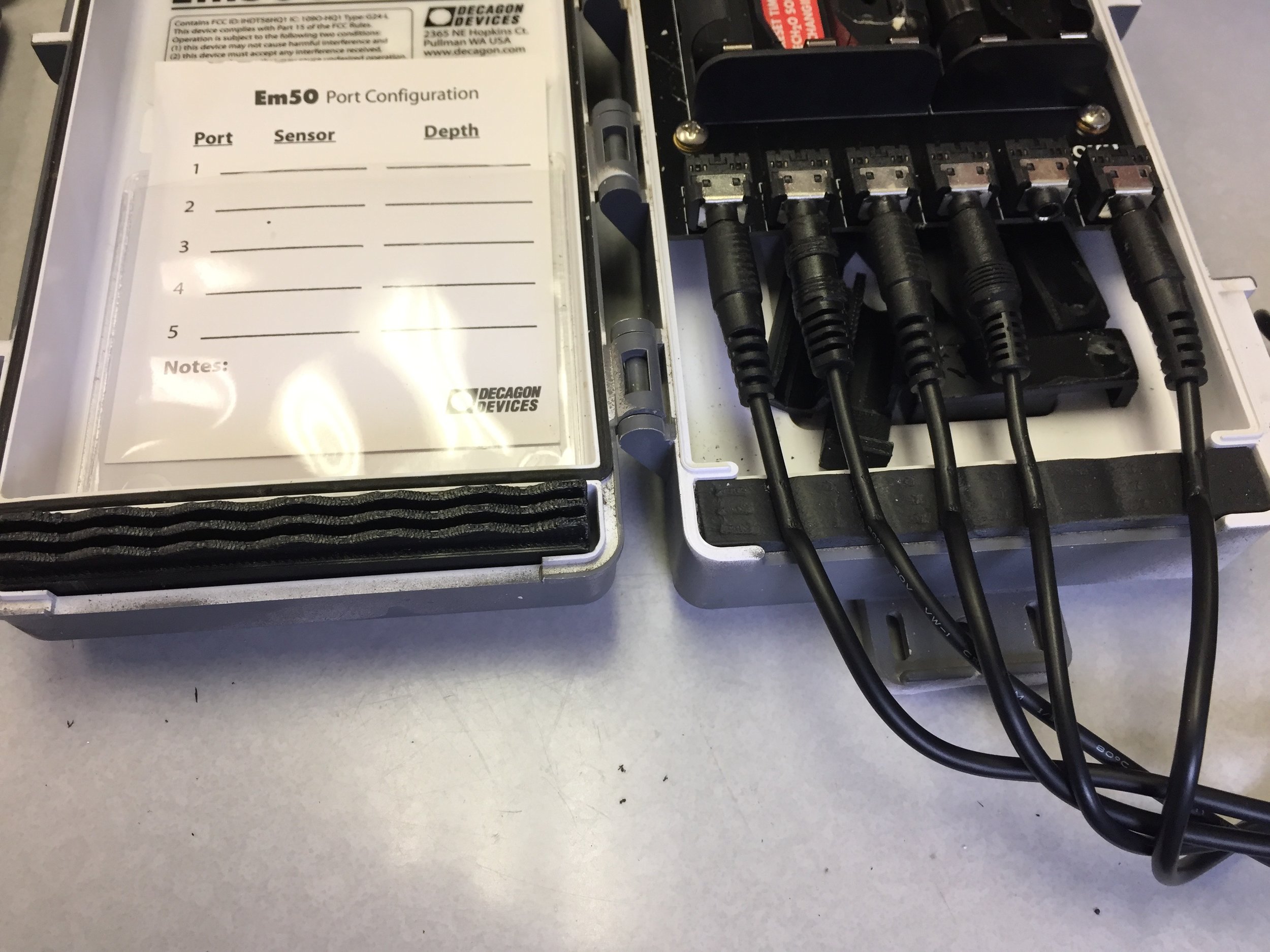
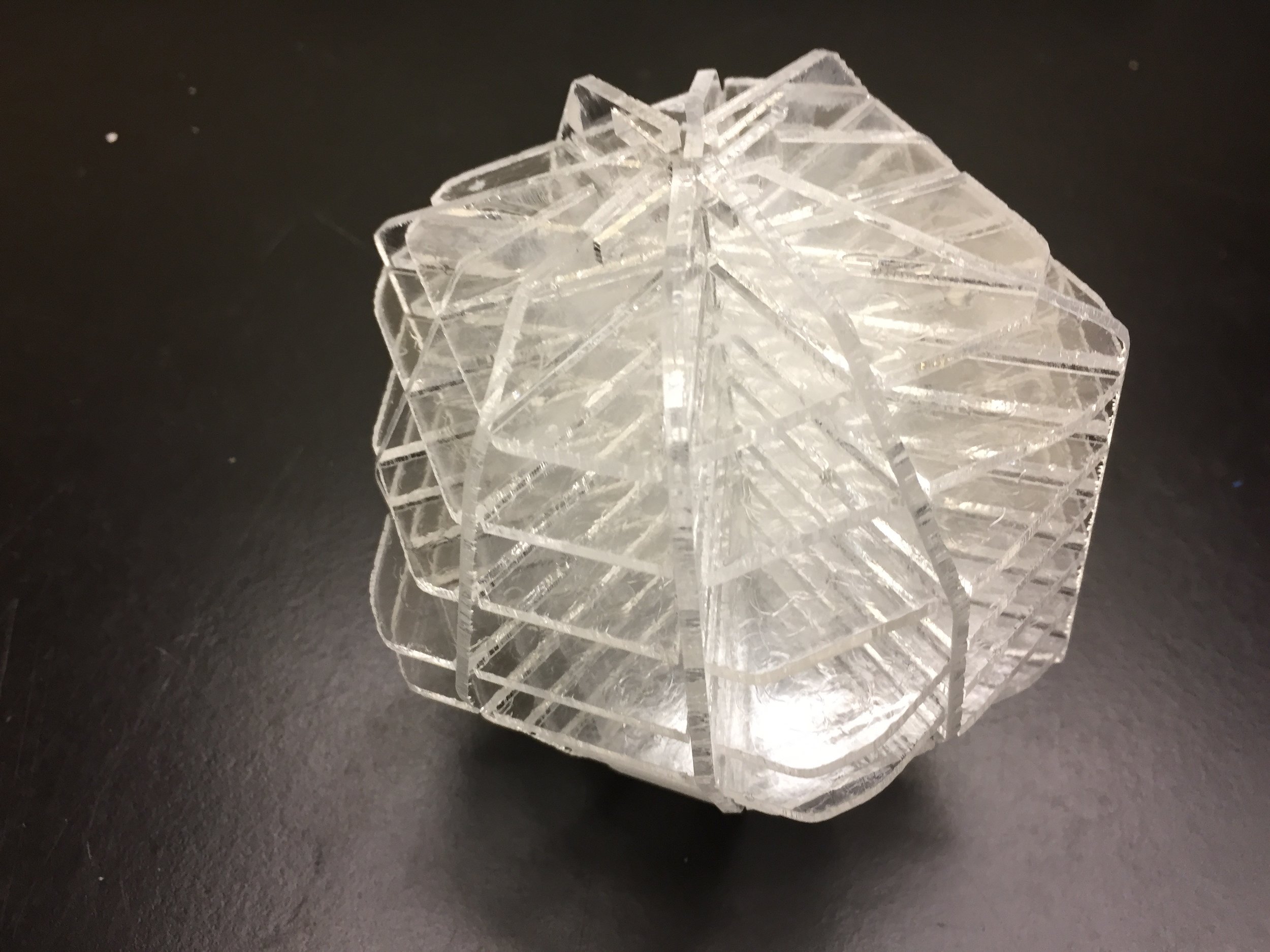
This grip will fit on most sensor tips. It is strong enough to keep clamp on the sensors but flexible to accommodate bigger sensor tips. Here is the actual piece on the Em50G.
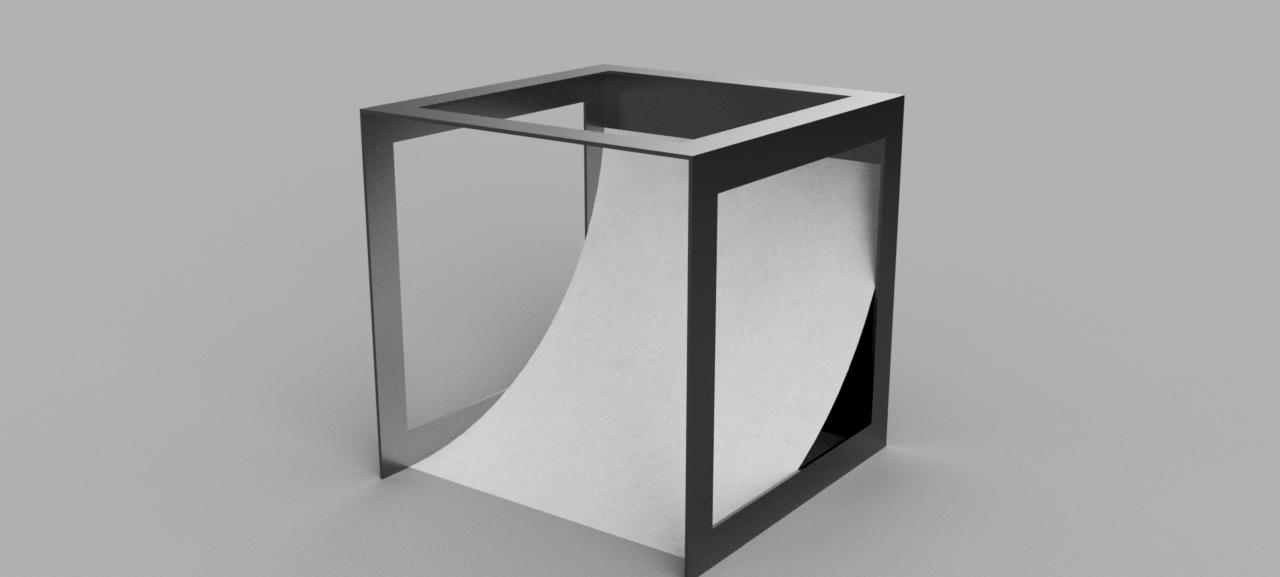
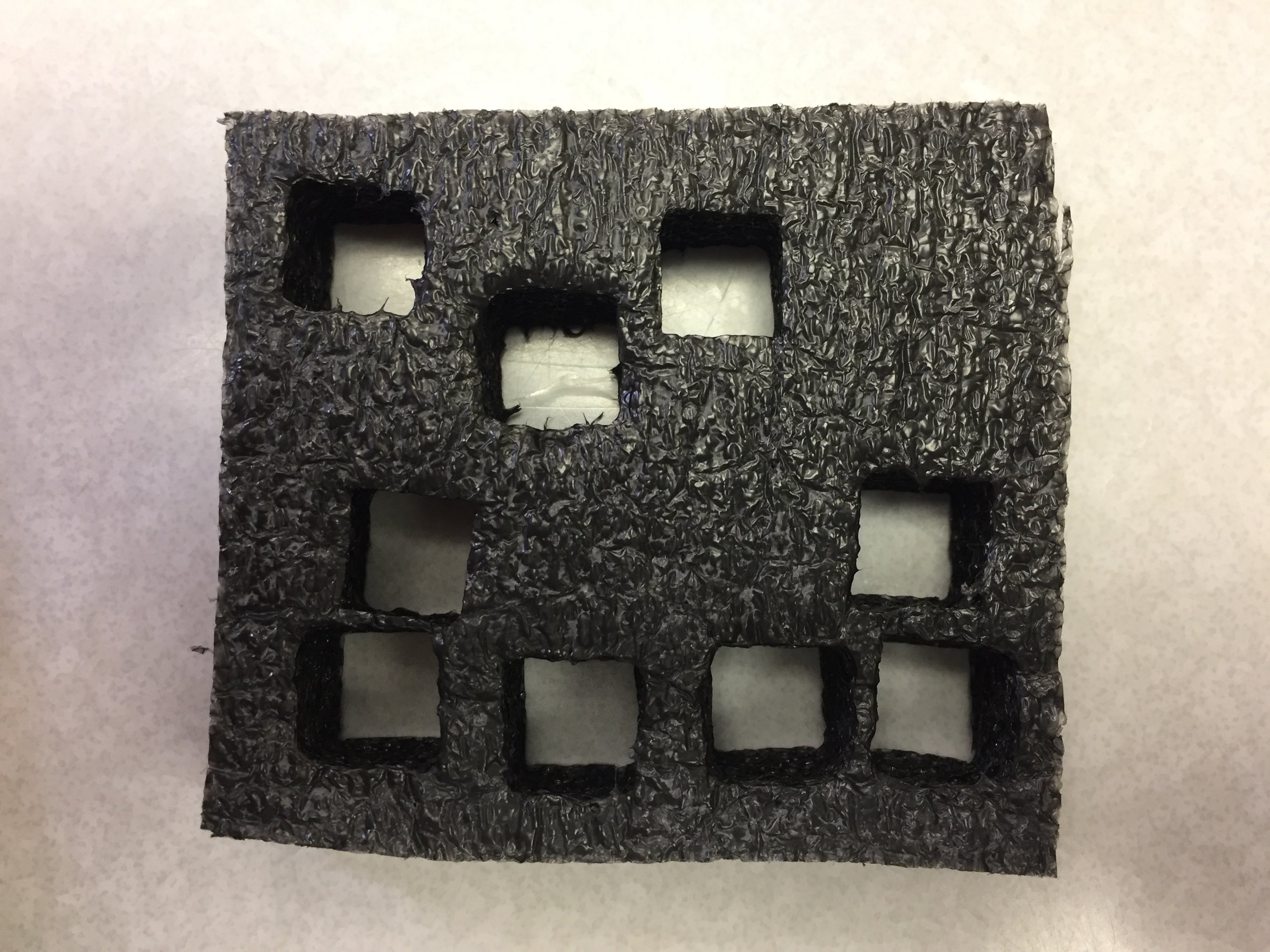
One concern with this solution is that the pieces might get lost since they are individual grips. The other concern is that while placing or removing the piece, the board might get damaged. Here is another solution that was proposed:
This solution provides a more compact design because it’s only one piece. This design has a strong grip on the cable by pressing it against the foam. Here is are images of the actual piece. This design takes a little more effort to put in because you have to press the top really hard to get the sidelocks to get in place.