
Abstract:
An important feature of the OPEnSampler is the ability to seal the collected water post-sample such that evaporation and contact with the air has a negligible impact on concentrations of minerals and isotopes in the samples. We’ve tried many different options but solid resin-based 3D printed caps proved to be the best option.
This post was drafted but unfinished in late 2017. Because it is still relevant and the conclusion still valid, I finished and posted it with the pictures I took but it is lacking in pictures of the setup and testing.
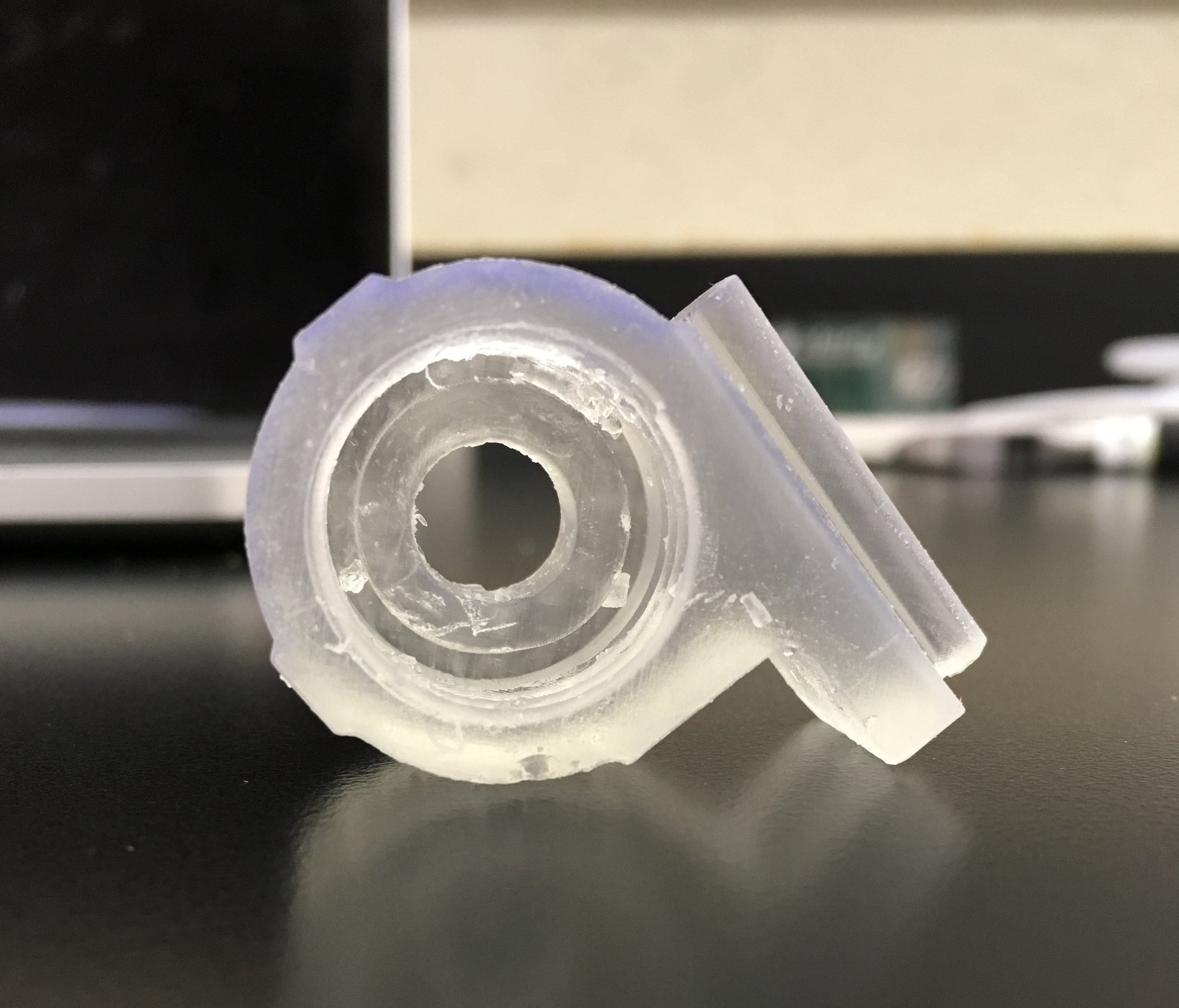
An SLA Bag Cap, unprocessed, printed by OSU’s Robotics Lab.
The Problem:
Most water samplers leave the sampled bottles open for evaporation and contamination of the samples due to contact with air results in the reduced quality of samples of volatile compounds. To address this weakness, we connected the sample bags through solenoid valves that close to seal the sampled water from outside conditions. As it turns out, this is quite difficult to achieve: FDM printing using spooled filament causes many small defects that result in microscopic holes in the otherwise solid plastic component.
The Causes:
There are many causes of defects in a print. In FDM the most common ones are varying filament thickness, filament that has absorbed moisture from the air, and poor layer-to-layer adhesion.
Filament is created by heating up plastic and pulling it out in a line. How consistently it is heated and pulled directly affect the thickness of the final product. Manufacturers of 3D Printing filament have ways to control for changes in thickness over a certain tolerance, but the tolerance is usually +-3% [source]. Filament with lower tolerances cost significantly more. A change in filament diameter results in a change in extrusion thickness and height, which can impact the way subsequent layers adhere to one another. This variability in extrusion rate can create relatively large holes and cracks in the part, or very thin areas in the wall.
Absorption of moisture from the air is the hardest factor to control. ABS plastic in particular can absorb up to 2% of its weight in water per day [source]. The moisture trapped in the plastic expands rapidly when the filament is heated as it passes through the nozzle. This can cause any size of defect in the form of bubbles on the surface or interior of the component and is unpredictable. We store all our filament in a sealed container with desiccant, but any amount of moisture in the filament is capable of causing microscopic holes or weak points in the final product. These holes are rarely visible and can persist even after heavy vapor-finishing.
To check for microscopic holes, a printed bag cap would be heavily treated with acetone vapor. The cap would be set out for a day to solidify and then attached to a partially filled bag. The bag would be turned upside down. After several seconds, most caps would not show signs of leaking. Many, however, would produce slow drips of water from a seemingly solid surface of the cap, and no hole would be visible. The explanation for the phenomenon was that microscopic holes in the surface allowed a very small amount of water, when under pressure, to pass through the interior of the component and out of the side surface.
Lastly, poor layer-to-layer adhesion can be the result of any number of settings and calibration failures as well as the mechanical failures caused by quality defects described above. Often the biggest factor is a significant temperature gradient across the part as it is built up. This can be seen most frequently when the printer’s bed is not covered. The cover acts to protect the part against drafts and insulates the interior to maintain a consistent temperature well above room temperature. A temperature gradient across the component causes cooler areas to contract while the top layer being printed on is still very hot, warping the print inward and causing the nozzle to print on a non-level surface.
Additional causes of poor layer-to-layer adhesion include rapid cooling of the layer before the next is deposited, large layer heights, or a poorly calibrated printer.
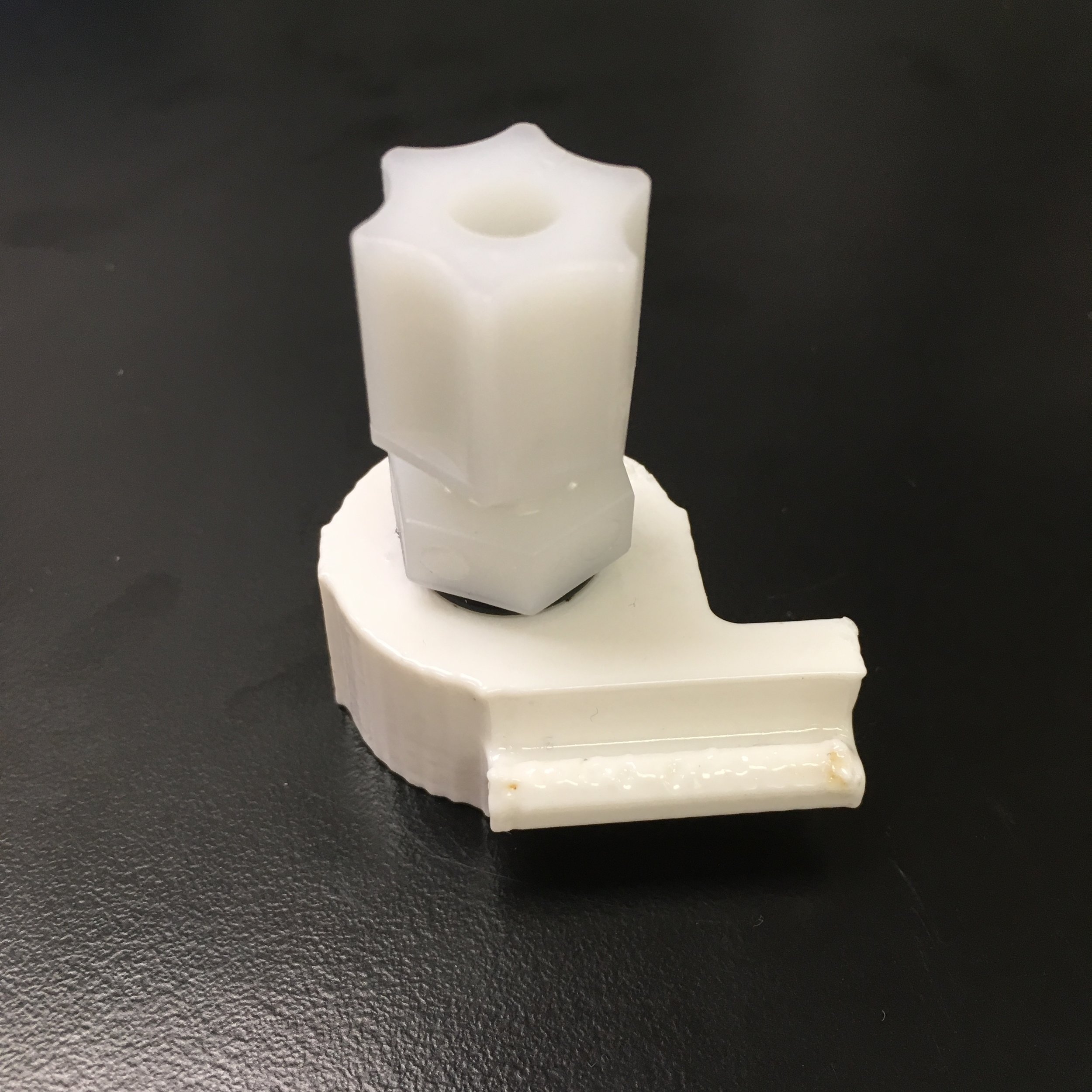
An FDM Printed Bag Cap with an NPT x Compression Fitting attached. It has been post-processed with acetone vapor to smooth the outer surface.
The Solution:
Many solutions were tried. Progress was made in some but the only solution that completely sealed the sample bags was to print the caps on the Form2 (shoutout to OSU’s Robotics Lab!) in a resin-based Stereolithographic (SLA) 3D printer.
SLA-printed components reduce the inconsistencies caused by heating filament because they do not melt plastic in the process. Instead, a laser with a specific UV frequency polymerizes the liquid plastic in layers, linking chains of plastic molecules together (Formlabs.com). Additionally, solid components are created as truly solid parts rather than solid walls with interior mesh as in FDM printers.
We asked the Robotics Lab at OSU to print us several caps with the same design as those that had been printed on our own FDM printers. To test each bag cap, a bag was filled with water and a cap was screwed on. The through-hole was tapped and an NPT x barbed fitting was screwed into it while a short length of tubing was attached to the other end of the fitting. The tubing was folded and pinched off with a small clamp and the bag was turned upside down and squeezed.
Three FDM bag caps were tested and each leaked through a different position. Four SLA bag caps were tested and only one leaked through the threaded interface between the cap and bag. The leaking SLA cap was found to have significant chipping, almost completely eliminating one-third of the O-Ring groove responsible for sealing this interface.
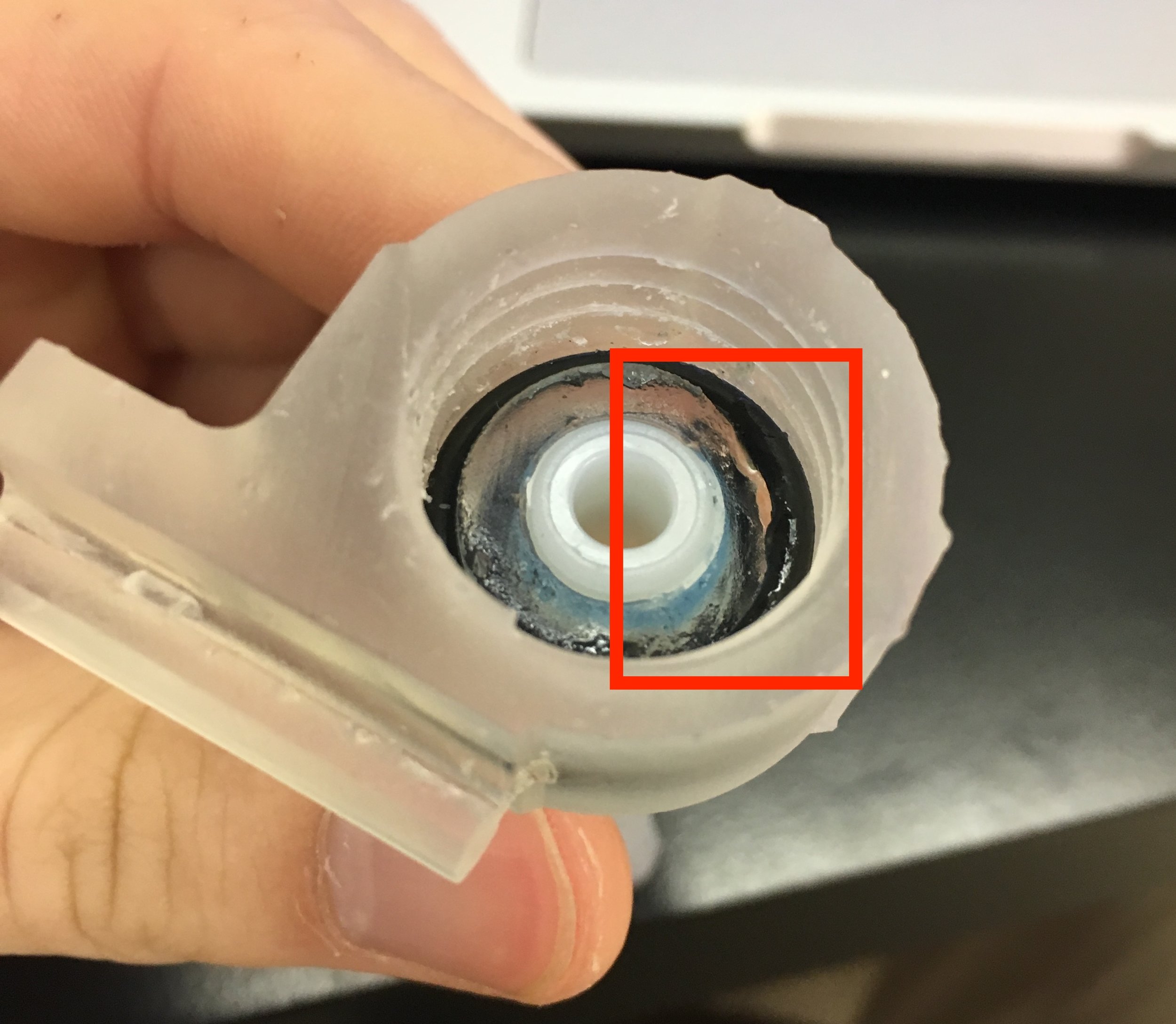
One of the first bag caps printed had major defects in the O-Ring groove, showcased in the red box.
To solve this issue, the remaining 21 caps for the device were printed on their sides (also by the Robotics Lab).
Further Considerations:
While the SLA-printed caps were effective at sealing the bags, they introduced new problems. One of the major issues with SLA caps are how brittle they are – a huge setback when any defects need to be fixed with post-processing. Additionally, the brittle plastic breaks easier when shipping: one cap broke at the interface with the extruded aluminum when the device was flown to the AGU fall conference.
Labs are also less likely to have access to an SLA printer, and even if they did it is a more time consuming process that requires additional post-processing. The cost of resin is also significantly higher than plastic filament.
Conclusion:
SLA bag caps were 3D printed in a successful effort to eliminate leaking found in the FDM alternatives. A Form 2 SLA printer was ordered for the lab and the remaining 21 caps were printed by the Robotics Lab in time for the AGU conference. In the future it could be worthwhile to refine the design and processing of the bag caps such that FDM printed caps seal the bags, but in the meantime this is an effective, repeatable solution.
Author: Mitch Nelke